
Integral Pup Joints: 2″ FIG 1502 MxF AISI 4130 (10,000 PSI WP)
Shanghai PME Industrial manufactures premium, heavy-duty flow control iron engineered to handle aggressive well servicing, fracturing, and flowback conditions. Our high-integrity Integral Pup Joint 2 Inch FIG 1502 assemblies provide robust temporary or permanent straight line spans for high-pressure fluid transfer. Machined from monolithic alloy forgings, these straight pipe joints are designed to deliver reliable performance without the typical vulnerabilities associated with traditional welded-pipe configurations.
In severe oilfield flowlines, abrasive slurries, rapid pressure pulsations, and corrosive fluids present severe challenges to piping systems. Standard multi-piece welded pup joints often experience localized stress corrosion cracking at the heat-affected zones near the union connections. This severe degradation can lead to catastrophic pinhole leaks or sudden blowouts under pressure, threatening rig safety and causing unplanned non-productive time (NPT). To address these operational pain points, our 10000 PSI Pup Joint features a seamless, un-welded design where the 2-inch FIG 1002/1502 Male and Female hammer union connections are machined directly from a single forged section of alloy steel.
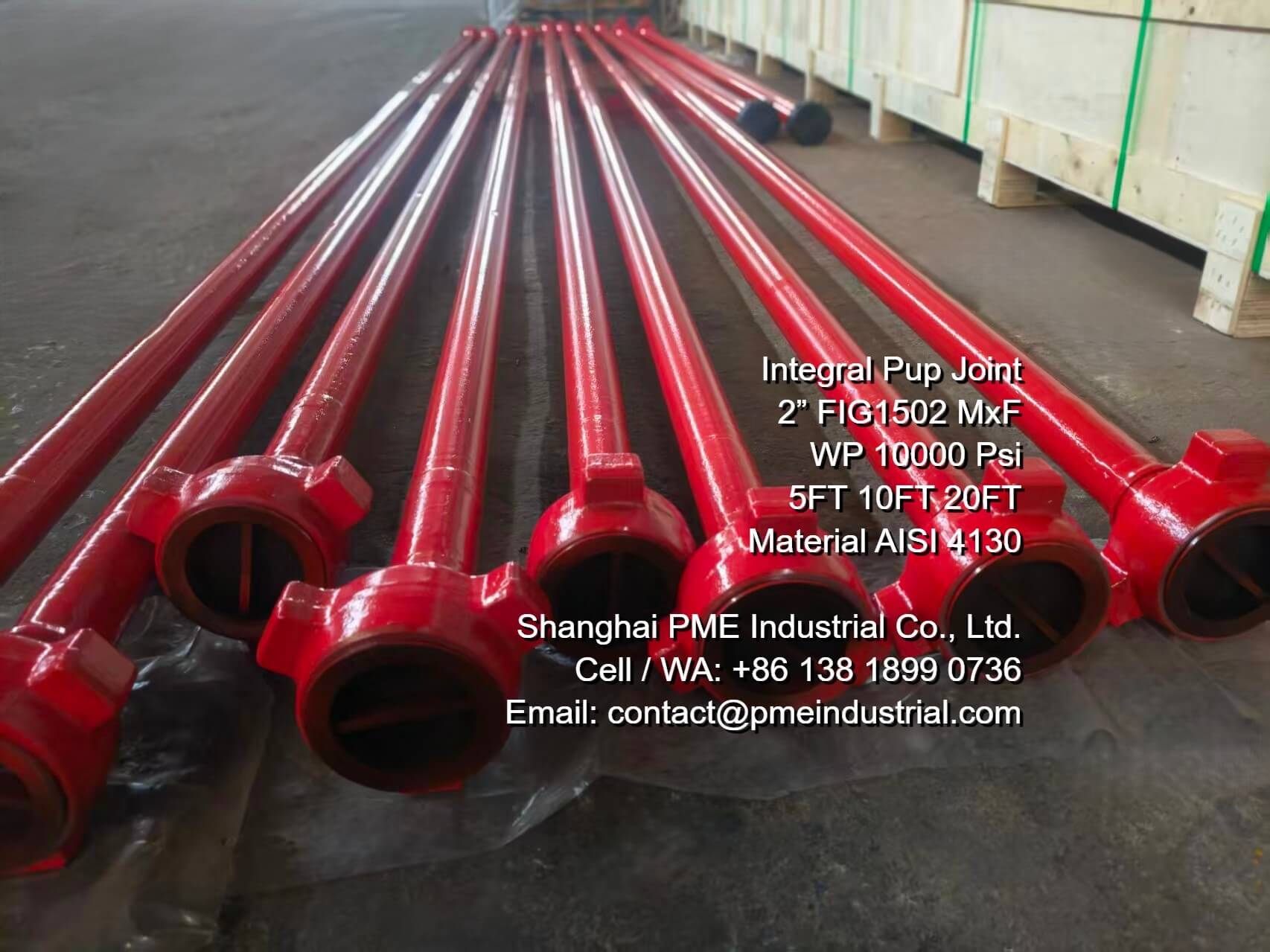
2″ FIG 1502 MxF Integral Pup Joints (5ft / 10ft / 20ft)

CNC Machined FIG 1502 Male & Female Union Ends
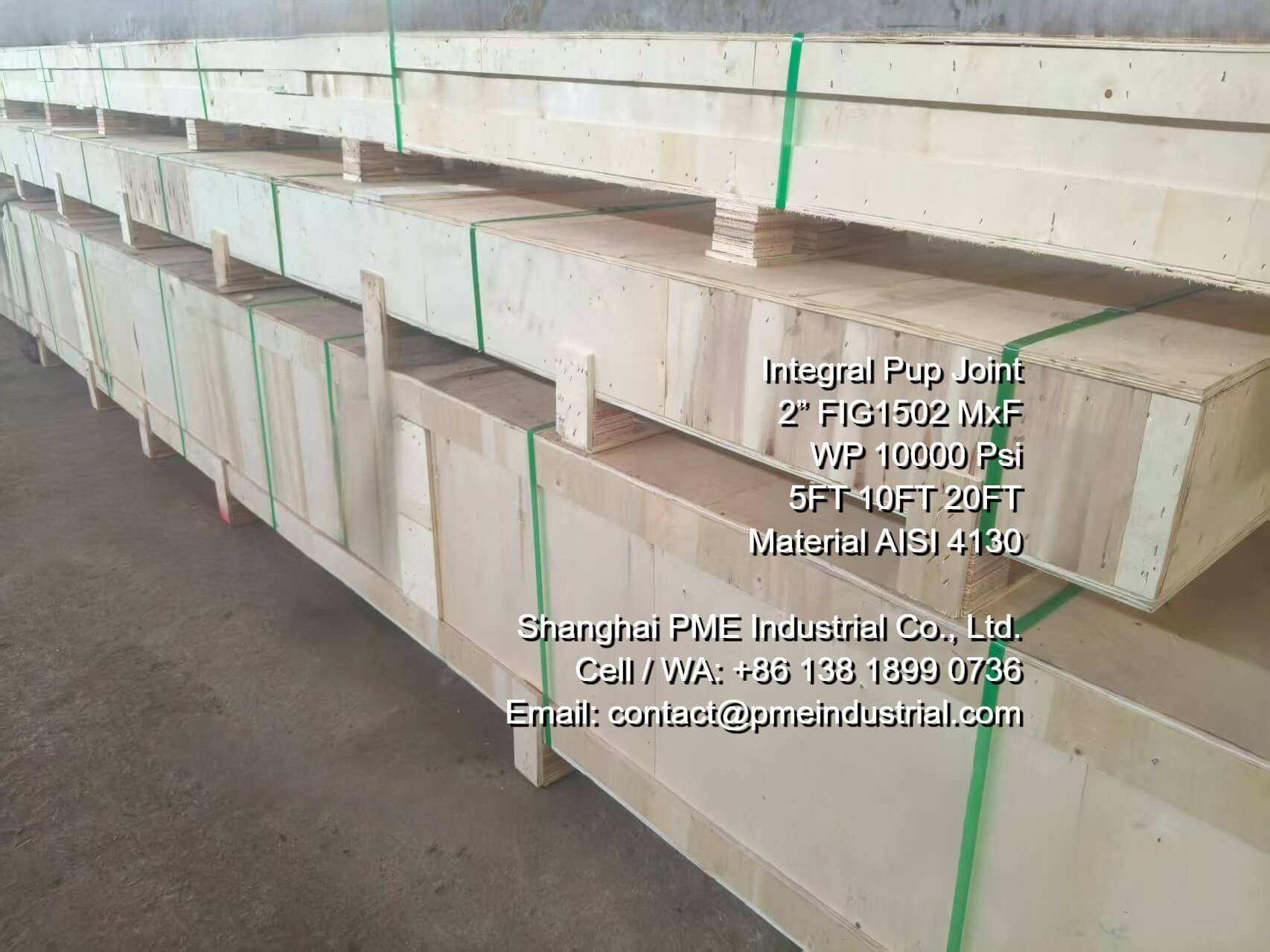
Fumigation-Free Wooden Case Logistics for Sea Freight
Technical Superiority & Material Standards
When assembling dynamic high-pressure piping manifolds, engineering teams require precise material compliance and reliable manufacturing quality. Here is why choosing our premium AISI 4130 Flowline Pipe lines provides exceptional technical value compared to alternative piping options:
1. Single-Piece Monolithic Forging: Unlike welded or threaded alternatives that rely on multiple structural seams, PME pup joints are fully forged as one piece. This single-piece design creates a uniform structural matrix, ensuring consistent mechanical strength across the entire body length and completely eliminating internal step transitions that cause fluid turbulence.
2. Premium Material Specification (AISI 4130 Alloy Steel): Every raw forged element undergoes strict, multi-stage heat treatment to optimize tensile properties and hardness parameters. This refined micro-structure enhances the joint’s overall structural fatigue life, providing robust structural safety ratings for demanding high-pressure service environments.
3. Interchangeable FIG 1502 Hammer Union Interfaces: The integrated FIG 1502 Male By Female Pup Joint ends are precision machined using multi-axis CNC lathes. The connection profiles ensure smooth make-up and precise metal-to-metal sealing compatibility with standard flowline iron systems, enabling rapid rigging configurations in the field.
Standard Specifications & Model Metrics
| Nominal Size & Connection | Length Option (FT) | Raw Material | Working Pressure | Factory Test Pressure |
|---|---|---|---|---|
| 2″ FIG 1502 Male x Female | 5 Feet (1.52 Meters) | AISI 4130 Forged | 10,000 PSI CWP | 15,000 PSI Hydrostatic |
| 2″ FIG 1502 Male x Female | 10 Feet (3.05 Meters) | AISI 4130 Forged | 10,000 PSI CWP | 15,000 PSI Hydrostatic |
| 2″ FIG 1502 Male x Female | 20 Feet (6.10 Meters) | AISI 4130 Forged | 10,000 PSI CWP | 15,000 PSI Hydrostatic |
Maintenance & Troubleshooting Guide for High Pressure Flow Iron
To extend the service life of your high-pressure flowlines and ensure secure operation during fracturing and production loops, operators should adhere to these basic maintenance guidelines:
• Regular Inspection & Wall Thickness Tracking: Flowline joints handling abrasive mud or frac sands experience inner wall loss over extended operational cycles. Field crews should conduct regular non-destructive ultrasonic wall thickness inspections at fixed intervals along the pipe body to confirm that the residual material remains within the specified safety margin.
• Thread & Seal Pocket Maintenance: Clean the FIG 1502 union threads and male sealing cones thoroughly after each rigging teardown. Apply a uniform layer of high-grade thread grease to block debris contamination and prevent galling. Always check the primary rubber seal ring for micro-tears or chemical swelling before re-assembling.
• Troubleshooting Seal Leaks: If fluid seepage is detected at the union coupling joint under low pressure, isolate the line immediately and depressurize the system completely. Inspect the connection for cross-threading, mechanical debris buildup in the union pocket, or a misplaced seal ring. Replace worn elastomeric elements before restarting circulation.
Get a Fast Project Quote
Shanghai PME Industrial keeps a structured engineering workflow to support your oilfield projects. Contact our technical sales desk to request verified test charts, material traceability records (MTRs), or direct volume pricing for custom manifold piping lines.
Partner with a Verified High Pressure Flow Iron Supplier
Request Technical Quote